Waiting on Steel, Chasing Height
Cut 1.333 mm from the movement, and now the last 1.5 mm is fighting back. Funny how the hardest part of watchmaking is often just making room.
Two weeks waiting on 309 stainless. That still blocks the heat-treat tests for the O1 and A2 bits.
The comparison is still the same plan: harden both, cut with both, then check tool life, finish, and edge stability under load. Until the steel arrives, there is no point guessing.
So I kept pushing the watch script instead. That is where the useful change happened.
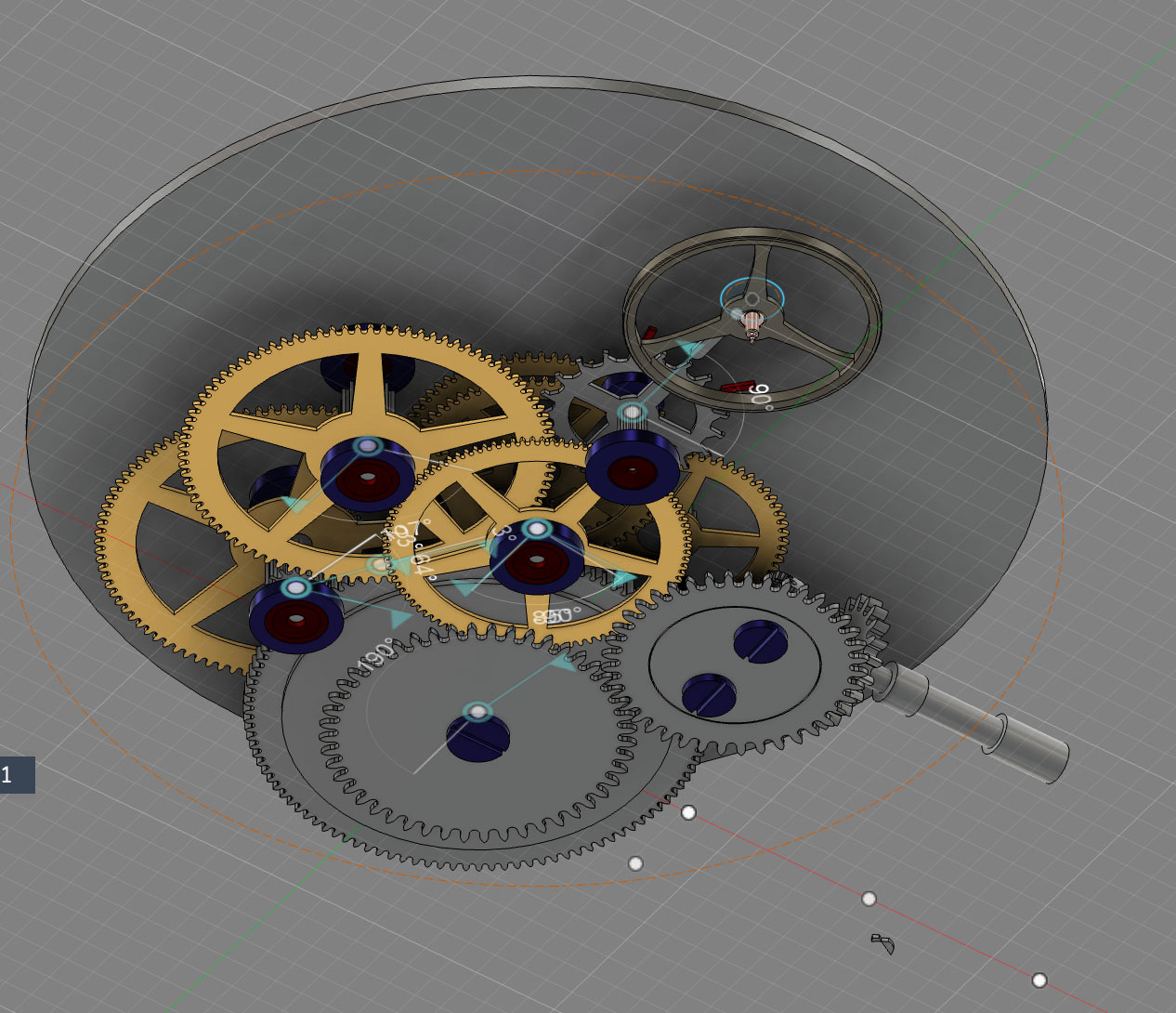
More of the geometry lives in the model now. One change can propagate through the movement instead of turning into a pile of manual edits.
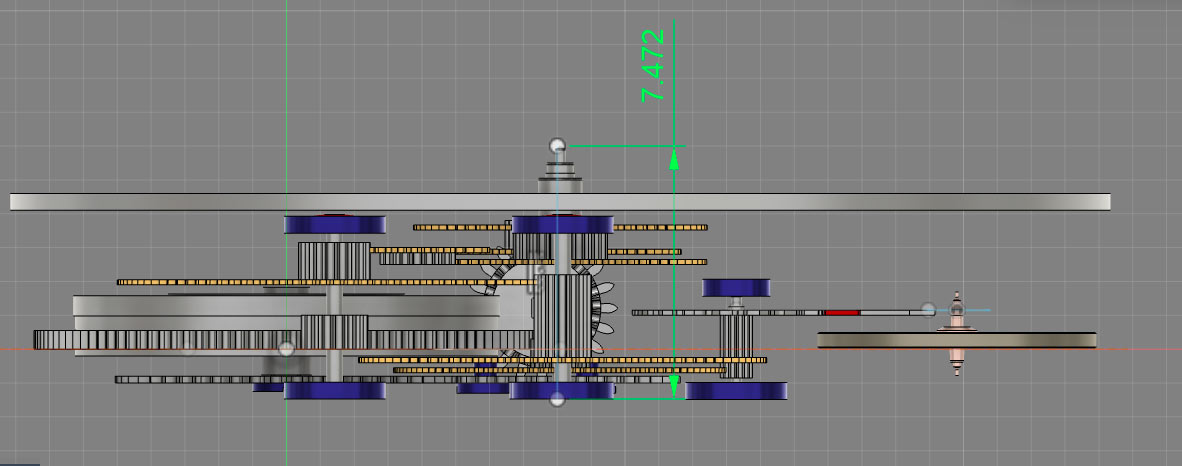
Height is still the fight
The movement started at 8.833 mm. It is now at 7.5 mm.
That removes 1.333 mm, which is real progress. The target is still 6.0 mm, so there is 1.5 mm left to find.
The last 1.5 mm is the ugly part. The co-axial hand stack for hours, minutes, and seconds keeps eating space.
Each layer needs thickness, clearance, and enough stiffness not to create a new problem. Honestly, I am not sure 6 mm is possible with that layout 🤔
Diameter and overall target
Diameter is landing well at 32.5 mm. That part looks promising.
The bigger target is still a 38 mm watch around 9 mm thick overall. That feels like the right direction, even if the movement needs more rounds.
Material change: balance wheel
I also changed the balance wheel material. After reading more, I ruled out carbide and copper beryllium.
Milling both carries hazards I do not want in the shop. So the balance wheel is now nickel silver instead, which also tracks better with NIHS standards.
Still waiting on steel. But the process moved: tighter model, thinner movement, better material choices.